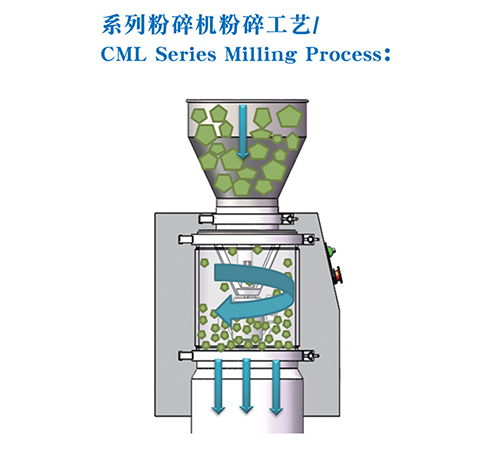
Kono Fresaketa
Kono-errotak edo pantaila-errota konikoak erabili izan dira tradizionalki osagai farmazeutikoen tamaina modu uniforme batean murrizteko. Hala ere, nahasteko, bahetzeko eta barreiatzeko ere erabil daitezke. Tamaina askotakoak dira, mahai gaineko laborategiko gailuak barne, eskala osoko eta gaitasun handiko makinak farmazia-prozesatzeko eragiketa handietarako erabiltzen direnak.
Kono-erroten erabilerak aldatu egiten diren arren, farmazietan erabiltzeko joerak ekoizpenean zehar material lehorrak kentzea dakar; lehortu aurretik partikula pikor hezeak dimensionatzea; eta partikula pikor lehorrak dimensionatzea lehortu ondoren eta tabletatu aurretik.
Beste fresatzeko teknologiekin alderatuta, kono errotak beste abantaila zehatz batzuk ere eskaintzen dizkie farmazia-fabrikatzaileei. Abantaila hauek zarata txikiagoa, partikulen tamaina uniformeagoa, diseinuaren malgutasuna eta ahalmen handiagoa dira.
Gaur egun merkatuan dagoen fresatzeko teknologiarik berritzaileenak errendimendu eta produktuaren tamainaren banaketa handiagoa eskaintzen du. Horrez gain, bahe (pantaila) eta bultzatzaile aldakorreko aukerekin daude eskuragarri. Dentsitate baxuko materialekin erabiltzen denean, bahe batek ehuneko 50 baino gehiago areagotu dezake barra zuzenekin diseinatutako errotekin alderatuta. Zenbait kasutan, erabiltzaileek orduko 3 tonako ekoizpen-ahalmena lortu dute.
Hautsik gabeko kono fresatzea lortzea
Ezaguna da fresak hautsa sortzen duela, eta hori bereziki arriskutsua izan daiteke operadoreentzat eta farmazia-prozesatzeko ingurunearentzat hautsa eduki ezean. Hautsa edukitzeko hainbat metodo daude eskuragarri.
Bin-to-bin fresatzea guztiz lineako prozesu bat da, grabitatean oinarritzen dena kono-errotatik osagaiak elikatzeko. Teknikariek ontzi bat errotaren azpian jartzen dute, eta errotaren gainean zuzenean jarritako ontzi batek materialak askatzen ditu errotara. Grabitateak fresatu ondoren materiala zuzenean beheko ontzira pasatzen uzten du. Honek produktua hasieratik amaierara edukita mantentzen du, baita fresatzeko osteko materiala transferitzea errazten ere.
Beste metodo bat hutsean transferitzea da, lineako prozesu bat ere bada. Prozesu honek hautsa dauka eta prozesua automatizatu ere egiten du bezeroei eraginkortasun handiagoa eta kostuak aurrezten laguntzeko. Lineako hutsean transferitzeko sistema bat erabiliz, teknikariek materialak konoaren txorrotatik elika ditzakete eta errotaren irteeratik automatikoki atera ditzakete. Horrela, hasieratik amaierara, prozesua guztiz itxita dago.
Azkenik, fresaketa isolatzailea gomendatzen da fresatzeko garaian hauts finak edukitzeko. Metodo honekin, kono-errota isolatzaile batekin integratzen da horma finkatzeko brida baten bidez. Kono-errotaren brida eta konfigurazioak kono-errota buruaren zatiketa fisikoa ahalbidetzen du isolatzailetik kanpo dagoen prozesatzeko eremuaren arabera. Konfigurazio horri esker, isolatzailearen barruan edozein garbiketa egin daiteke eskularruaren bidez. Horrek hautsaren esposizio arriskua murrizten du eta hautsa prozesatzeko lineako beste gune batzuetara transferitzea eragozten du.
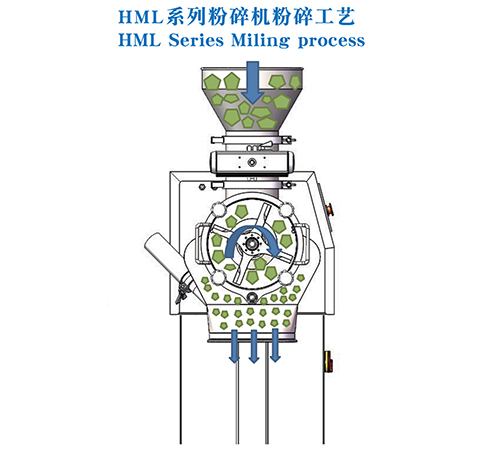
Mailu Fresaketa
Mailu-errotak, farmazia-prozesatzeko fabrikatzaile batzuek turbo-errotak ere deitzen dituztenak, normalean egokiak dira ikerketarako eta produktuen garapenerako, baita etengabeko edo lotekako ekoizpenerako ere. Askotan erabiltzen dira sendagaien garatzaileek fresatzeko zailak diren API eta beste substantzien partikulen doitasun-murrizketa eskatzen duten kasuetan. Gainera, mailu-errotak hautsitako tabletak berreskuratzeko erabil daitezke, hauts bihurtuz birmoldatzeko.
Adibidez, ikuskatzean, fabrikatutako tableta batzuk bezeroaren estandarrak ez izatea hainbat arrazoirengatik: gogortasun okerra, itxura txarra eta gehiegizko pisua edo pisu gutxikoa. Kasu horietan, fabrikatzaileak tabletak hauts formara birriztea aukera dezake, materialen galerarik hartu beharrean. Tabletak berriro fresatzea eta produkzioan berriro sartzeak hondakinak murrizten ditu eta produktibitatea handitzen du. Tableta sorta batek zehaztapenak betetzen ez dituen ia egoera guztietan, fabrikatzaileek mailu-errota bat erabil dezakete arazoa gainditzeko.
Mailu-errotak 1.000 rpm eta 6.000 rpm bitarteko abiaduran funtzionatzeko gai dira, orduko 1.500 kilogramo arte ekoizten dituzten bitartean. Hori lortzeko, errota batzuk errotazio-balbula automatiko batez hornituta daude, teknikariek fresatzeko ganbera osagaiekin uniformeki betetzeko aukera ematen diena, gehiegi bete gabe. Gehiegizko betetzea prebenitzeaz gain, elikadura automatikoko gailuek hauts-fluxua fresatzeko ganbara kontrolatu dezakete prozesuaren errepikakortasuna areagotzeko eta bero-sorkuntza murrizteko.
Mailu-errota aurreratuetako batzuek osagai hezeen edo lehorren bideragarritasuna areagotzen duten alde biko pala-multzoa dute. Xaflaren alde batek mailu gisa funtzionatzen du material lehorrak apurtzeko, eta labana itxurako alde batek osagai hezeak zati ditzake. Erabiltzaileek errotorea irauli besterik ez dute fresatzen ari diren osagaien arabera. Gainera, errota-errotoreen multzo batzuk alderantzikatu daitezke produktuaren portaera zehatzetara egokitzeko, errotaren errotazioa aldatu gabe dagoen bitartean.
Mailu-errota batzuen kasuan, partikulen tamaina errotarako aukeratzen den pantailaren tamainaren arabera zehazten da. Mailu-errota modernoek materialaren tamaina 0,2 mm-tik 3 mm-ra murriztu dezakete. Prozesatzea amaitutakoan, errotak partikulak pantailatik bultzatzen ditu, eta horrek produktuaren tamaina erregulatzen du. Palak eta pantailak batera egiten dute azken produktuaren tamaina zehazteko.
Argitalpenaren ordua: 2022-08-08